

Gia công phôi rèn inox 321 chính xác cho chi tiết cơ khí nhiệt cao
Trong các đơn hàng cơ khí làm việc ở nhiệt độ cao, đặc biệt là chi tiết có hàn hoặc thường xuyên tiếp xúc vùng nhiệt nhạy cảm, việc chọn sai vật liệu có thể gây ra nhiều rủi ro: chi tiết bị oxy hóa nhanh, ăn mòn liên tinh sau hàn, biến dạng khi vận hành, tăng hao hụt gia công, không đạt dung sai lắp ráp hoặc phát sinh chi phí thay thế sớm. Với các chi tiết như bích hàn, trục, vòng rèn, khớp nối, ống nhiệt, gá đỡ, chi tiết lò, expansion joint hoặc phụ kiện thiết bị công nghiệp, doanh nghiệp không nên chỉ chọn inox theo tên gọi chung mà cần xác định đúng mác inox, nhiệt độ làm việc, môi trường sử dụng, yêu cầu hàn và phương án gia công sau rèn.
Gia công phôi rèn inox 321 là giải pháp phù hợp khi doanh nghiệp cần chi tiết inox có khả năng làm việc trong môi trường nhiệt cao, có yêu cầu ổn định sau hàn và hạn chế rủi ro ăn mòn liên tinh. Inox 321 là thép không gỉ austenitic được ổn định bằng titan, thường được chọn cho các ứng dụng trong vùng nhiệt có nguy cơ kết tủa carbide, khoảng 425–850°C, và có thể dùng cho các ứng dụng nhiệt độ cao đến khoảng 900°C tùy điều kiện vận hành.
Bài viết này giúp doanh nghiệp hiểu rõ đặc điểm phôi rèn inox 321, khi nào nên chọn, quy trình gia công, ứng dụng thực tế, những sai lầm cần tránh và thông tin cần chuẩn bị trước khi gửi yêu cầu báo giá cho UnicoSteel.
Vì sao doanh nghiệp cần chọn đúng phôi rèn inox 321?
Ở nhiệt độ cao, chi tiết cơ khí không chỉ chịu lực mà còn chịu tác động của oxy hóa, giãn nở nhiệt, chu kỳ nóng – nguội, môi trường khí, mối hàn và vùng ảnh hưởng nhiệt. Một vật liệu dùng tốt ở nhiệt độ thường chưa chắc phù hợp khi làm việc lâu trong vùng 425–900°C.
Vì vậy, khi đặt phôi rèn inox 321, doanh nghiệp cần đánh giá đồng thời mác vật liệu, nhiệt độ làm việc, yêu cầu hàn, môi trường ăn mòn sau nhiệt, hình dạng chi tiết, lượng dư gia công và phương án kiểm tra chất lượng.
Gia công phôi rèn inox 321 là gì?
Gia công phôi rèn inox 321 là quá trình tạo hình inox 321 bằng lực nén lớn thông qua rèn tự do, rèn khuôn hoặc rèn dập, sau đó tiếp tục cắt, tiện, phay, khoan, mài, CNC, xử lý nhiệt, làm sạch bề mặt và kiểm tra chất lượng theo bản vẽ kỹ thuật.
Khác với gia công trực tiếp từ thép tấm, thép tròn hoặc block tiêu chuẩn, phôi rèn có thể tạo hình gần với chi tiết thành phẩm hơn. Với các chi tiết như trục, vòng, bích, khớp nối, gá đỡ, ống nhiệt hoặc phụ kiện đường ống, phương án phôi rèn giúp giảm lượng vật liệu phải cắt bỏ, tối ưu thời gian gia công tinh và cải thiện tính đồng nhất giữa các chi tiết trong cùng một lô.
Giá trị của phôi rèn inox 321 nằm ở sự kết hợp giữa khả năng ổn định nhiệt của vật liệu và khả năng tạo phôi phù hợp với bản vẽ cơ khí. Đây là lý do inox 321 thường được cân nhắc cho chi tiết có hàn, chi tiết nhiệt cao và các cụm thiết bị cần hạn chế rủi ro ăn mòn liên tinh sau khi làm việc trong vùng nhiệt nhạy cảm.

Gia công phôi rèn inox 321 là quá trình tạo hình inox 321 bằng lực nén lớn thông qua rèn tự do, rèn khuôn hoặc rèn dập, sau đó tiếp tục cắt, tiện, phay, khoan, mài, CNC, xử lý nhiệt, làm sạch bề mặt và kiểm tra chất lượng theo bản vẽ kỹ thuật I Unicosteel
Inox 321 có đặc điểm gì phù hợp với chi tiết cơ khí nhiệt cao?
Inox 321 thuộc nhóm thép không gỉ austenitic 18/8, tương tự nền inox 304 nhưng được bổ sung titan để ổn định vật liệu. Thành phần titan giúp hạn chế sự hình thành carbide crom tại biên hạt, từ đó cải thiện khả năng chống ăn mòn liên tinh sau khi vật liệu tiếp xúc trong vùng nhiệt kết tủa carbide.
Điểm mạnh của inox 321 là phù hợp với các ứng dụng có hàn hoặc làm việc trong vùng nhiệt khoảng 425–850°C. Inox 321 là lựa chọn phù hợp cho các ứng dụng đến khoảng 900°C, kết hợp độ bền cao, khả năng chống bong vảy và ổn định pha, đồng thời có khả năng chống ăn mòn sau khi tiếp xúc trong vùng nhiệt nhạy cảm.
Tuy nhiên, inox 321 không phải mác inox chịu nhiệt cao nhất. Nếu chi tiết làm việc ở nhiệt độ rất cao, ví dụ môi trường cần khả năng chống oxy hóa mạnh hơn hoặc nhiệt độ gần vùng trên 1000°C, inox 310S có thể phù hợp hơn. Ngược lại, nếu chi tiết chỉ cần chống ăn mòn sau hàn nhưng không làm việc ở nhiệt độ cao, inox 304L có thể là phương án kinh tế hơn trong một số trường hợp.
Inox 321 khác gì so với inox 304, 304L và 310S?
Để chọn đúng vật liệu, doanh nghiệp cần hiểu rõ vai trò của inox 321 trong nhóm inox công nghiệp.
| Tiêu chí | Inox 321 | Inox 304 | Inox 304L | Inox 310S |
|---|---|---|---|---|
| Điểm mạnh chính | Ổn định bằng titan, phù hợp chi tiết có hàn và vùng nhiệt nhạy cảm | Dễ mua, phổ biến, chống ăn mòn tốt trong môi trường thông thường | Carbon thấp, phù hợp hơn cho yêu cầu hàn cơ bản | Chịu nhiệt và chống oxy hóa tốt hơn ở nhiệt độ rất cao |
| Khả năng chống ăn mòn liên tinh sau nhiệt | Tốt nhờ titan ổn định | Kém hơn nếu tiếp xúc vùng nhiệt nhạy cảm | Tốt hơn 304 trong nhiều ứng dụng hàn | Tùy điều kiện, ưu tiên chịu nhiệt cao |
| Khả năng chịu nhiệt | Phù hợp vùng nhiệt trung – cao | Không tối ưu cho nhiệt cao lâu dài | Không tối ưu cho nhiệt cao lâu dài | Tốt hơn 321 ở môi trường nhiệt rất cao |
| Khi nên chọn | Chi tiết có hàn, vùng 425–900°C, cần ổn định sau nhiệt | Chi tiết inox thông dụng | Chi tiết hàn nhưng không yêu cầu hot strength cao | Lò nhiệt, burner, môi trường oxy hóa nhiệt cao |
| Lưu ý | Không dùng làm que hàn tiêu hao chính; thường dùng filler 347 khi hàn 321 | Dễ nhạy cảm hóa hơn khi tiếp xúc vùng nhiệt phù hợp | Dễ mua hơn 321 ở nhiều dạng sản phẩm | Chi phí cao hơn, không cần thiết nếu nhiệt độ không quá cao |
Inox 304L thường được dùng nếu yêu cầu chỉ là chống ăn mòn liên tinh sau hàn, nhưng inox 304L có độ bền ở nhiệt độ cao thấp hơn inox 321 và không phải lựa chọn tốt nếu môi trường làm việc trên khoảng 500°C.
Đặc điểm của phôi rèn inox 321 chính xác cao
Phôi rèn inox 321 được tạo hình dưới áp lực lớn, giúp vật liệu biến dạng dẻo và định hình theo yêu cầu. So với phôi đúc, phôi rèn có thể cải thiện cấu trúc hạt, tăng độ đặc chắc và hạn chế một số khuyết tật bên trong như rỗ khí hoặc xốp vật liệu nếu quy trình rèn, gia nhiệt và kiểm tra được kiểm soát đúng.
Với rèn khuôn hoặc rèn dập, phôi có thể tiệm cận hình dạng cuối cùng, thường gọi là near net shape. Điều này đặc biệt có lợi khi gia công các chi tiết inox 321 có hình dạng lặp lại như vòng, bích, khớp nối, gá đỡ, chi tiết ống hoặc phụ kiện thiết bị nhiệt. Khi phôi gần với hình dạng thành phẩm, doanh nghiệp có thể giảm hao hụt inox, giảm thời gian CNC và tối ưu chi phí tổng thể.
Về độ chính xác, phôi rèn không thay thế hoàn toàn gia công tinh. Các dung sai chặt như ±0.01 mm thường chỉ phù hợp với một số công đoạn CNC hoặc mài chính xác, tùy kích thước, hình dạng, máy móc, phương pháp gá đặt và yêu cầu kiểm tra. Vì vậy, doanh nghiệp nên cung cấp bản vẽ rõ ràng để xác định đúng lượng dư và phương án gia công sau rèn.
Một điểm quan trọng là inox 321 không hóa bền bằng xử lý nhiệt như thép carbon hoặc thép hợp kim tôi ram, inox 321 không thể làm cứng bằng xử lý nhiệt, mà chỉ có thể hóa bền bằng biến dạng nguội.

Phôi rèn có thể cải thiện cấu trúc hạt, tăng độ đặc chắc và hạn chế một số khuyết tật bên trong như rỗ khí hoặc xốp vật liệu nếu quy trình rèn, gia nhiệt và kiểm tra được kiểm soát đúng I Unicosteel
Các dịch vụ gia công phôi rèn inox 321 theo yêu cầu
Rèn tự do và rèn khuôn inox 321
Rèn tự do phù hợp với chi tiết kích thước lớn, sản lượng không quá cao hoặc cần tạo phôi sơ bộ trước khi gia công tinh. Phương pháp này thường được dùng cho phôi trục, vòng rèn, bích lớn, block, gá đỡ nhiệt hoặc chi tiết chịu nhiệt đặc biệt theo bản vẽ.
Rèn khuôn hoặc rèn dập phù hợp hơn với các chi tiết có hình dạng lặp lại, sản xuất theo lô và cần tối ưu lượng dư gia công. Với các chi tiết như mặt bích, vòng đệm, khớp nối, phụ kiện đường ống hoặc gá đỡ, rèn khuôn có thể giúp phôi gần hình dạng thành phẩm hơn, từ đó giảm thời gian tiện, phay, khoan và mài sau rèn.
Gia công CNC sau rèn
Sau khi rèn, phôi inox 321 thường cần gia công CNC để đạt kích thước chính xác theo bản vẽ. Các công đoạn phổ biến gồm tiện, phay, khoan, doa, mài, taro, vát mép và xử lý bề mặt.
Do inox 321 có tính dẻo và có thể hóa bền nguội trong quá trình cắt gọt, quá trình CNC cần được tính toán phù hợp về dao cụ, chế độ cắt, lượng chạy dao và dung dịch làm mát. Với các chi tiết yêu cầu độ đồng tâm, độ phẳng, độ nhám, độ kín hoặc lắp ghép chính xác, doanh nghiệp nên nêu rõ dung sai ngay từ đầu.
Xử lý nhiệt, ổn định và làm sạch bề mặt
Với inox 321, xử lý nhiệt thường không nhằm mục tiêu tôi cứng. Các xử lý có thể gồm ủ dung dịch, xử lý ổn định, giảm ứng suất hoặc làm sạch bề mặt sau rèn và sau gia công. Việc xử lý ủ dung dịch của 321 thường ở 950–1120°C và làm nguội nhanh để tối ưu khả năng chống ăn mòn; xử lý ổn định có thể được dùng cho điều kiện làm việc nghiêm ngặt trên 425°C, theo thỏa thuận kỹ thuật giữa nhà cung cấp và khách hàng.
Sau quá trình rèn, hàn hoặc gia công nhiệt, bề mặt inox có thể xuất hiện lớp oxit, vết cháy, ba via hoặc khu vực cần làm sạch. Với chi tiết làm việc ở nhiệt cao hoặc môi trường sau nhiệt có ăn mòn, xử lý bề mặt cần được kiểm soát tốt để hạn chế điểm khởi phát ăn mòn hoặc vị trí tập trung ứng suất.
Cắt phôi inox 321 theo quy cách
Trước khi rèn hoặc CNC, inox 321 có thể được cắt từ thép tròn, thép tấm, block hoặc phôi lớn theo kích thước yêu cầu. Các phương pháp cắt có thể gồm cưa vòng, cắt plasma, cắt laser, cắt nước hoặc phương án khác tùy chiều dày, hình dạng vật liệu và yêu cầu bề mặt.
Việc cắt phôi đúng quy cách giúp kiểm soát lượng dư, giảm hao hụt và chuẩn bị tốt cho công đoạn rèn hoặc gia công tinh. Với đơn hàng cần tối ưu chi phí, doanh nghiệp nên gửi kích thước thành phẩm, bản vẽ và sản lượng dự kiến để được tư vấn quy cách phôi đầu vào phù hợp.

Việc cắt phôi đúng quy cách giúp kiểm soát lượng dư, giảm hao hụt và chuẩn bị tốt cho công đoạn rèn hoặc gia công tinh I Unicosteel
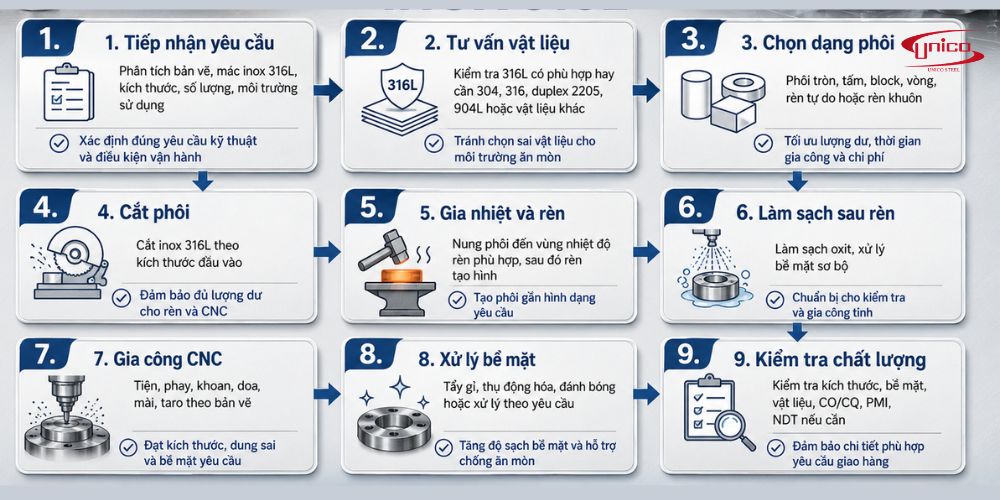
Quy trình gia công phôi rèn inox 321
Quy trình gia công phôi rèn inox 321 bắt đầu từ bước tiếp nhận yêu cầu kỹ thuật của khách hàng. Ở giai đoạn này, cần phân tích bản vẽ, mác vật liệu inox 321, kích thước chi tiết, số lượng cần gia công và điều kiện làm việc, đặc biệt là nhiệt độ vận hành. Việc làm rõ các thông tin này giúp xác định đúng nhu cầu kỹ thuật, tránh chọn sai vật liệu hoặc sai phương án gia công ngay từ đầu.
Sau khi tiếp nhận yêu cầu, bước tiếp theo là tư vấn và kiểm tra lại tính phù hợp của vật liệu. Inox 321 có ưu điểm trong các môi trường nhiệt cao nhờ khả năng ổn định tốt sau hàn và hạn chế kết tủa cacbit ở vùng nhiệt độ nhạy cảm. Tuy nhiên, tùy điều kiện làm việc thực tế, doanh nghiệp vẫn cần đối chiếu xem inox 321 có phù hợp hay nên cân nhắc các mác khác như 304L, 309S, 310S, 347 hoặc vật liệu đặc biệt hơn. Đây là bước quan trọng để tránh chọn sai mác inox theo nhiệt độ, môi trường ăn mòn và yêu cầu hàn.
Khi đã xác định được vật liệu phù hợp, đơn vị gia công sẽ lựa chọn dạng phôi đầu vào. Phôi rèn inox 321 có thể được chuẩn bị ở nhiều dạng như phôi tròn, phôi tấm, phôi block, phôi vòng, phôi rèn tự do hoặc phôi rèn khuôn. Việc chọn đúng dạng phôi giúp tối ưu lượng dư gia công, giảm hao hụt vật liệu, kiểm soát chi phí và rút ngắn thời gian gia công cơ khí ở các bước sau.
Tiếp theo là công đoạn cắt phôi inox 321 theo kích thước đầu vào. Phôi cần được cắt đủ lượng dư để phục vụ quá trình rèn và gia công CNC sau đó. Nếu lượng dư quá ít, chi tiết có thể không đạt kích thước sau gia công; nếu lượng dư quá lớn, doanh nghiệp sẽ tốn thêm thời gian cắt gọt, tăng hao hụt vật liệu và chi phí sản xuất.
Sau khi cắt phôi, vật liệu được đưa vào công đoạn gia nhiệt. Phôi inox 321 cần được nung đến vùng nhiệt độ rèn phù hợp theo quy trình kỹ thuật để đảm bảo vật liệu đạt trạng thái biến dạng dẻo cần thiết. Công đoạn này ảnh hưởng trực tiếp đến khả năng tạo hình, độ ổn định của phôi và chất lượng vật liệu sau rèn.
Khi phôi đạt điều kiện nhiệt phù hợp, quá trình rèn tạo hình sẽ được thực hiện. Tùy theo yêu cầu của bản vẽ và hình dạng chi tiết, có thể áp dụng rèn tự do, rèn khuôn hoặc rèn dập. Mục tiêu của bước này là đưa phôi đến gần hình dạng yêu cầu, giúp giảm lượng vật liệu phải bóc bỏ trong quá trình gia công cơ khí và tối ưu hiệu quả sản xuất.
Sau rèn, phôi cần được làm sạch bề mặt để loại bỏ lớp oxit, vảy cán hoặc các tạp chất phát sinh trong quá trình gia nhiệt và rèn. Đồng thời, bề mặt phôi cũng được kiểm tra sơ bộ nhằm phát hiện các bất thường như nứt, rỗ, khuyết tật bề mặt hoặc biến dạng không mong muốn. Đây là bước chuẩn bị cần thiết trước khi đưa phôi vào gia công tinh.
Công đoạn gia công CNC được thực hiện sau khi phôi đã đạt hình dạng và trạng thái phù hợp. Tùy theo bản vẽ kỹ thuật, chi tiết có thể được tiện, phay, khoan, doa, mài hoặc gia công CNC hoàn thiện. Mục tiêu của bước này là đạt kích thước, dung sai, hình dạng và chất lượng bề mặt theo yêu cầu sử dụng thực tế.
Sau gia công, chi tiết inox 321 có thể cần thêm các bước xử lý sau gia công như ủ, ổn định, giảm ứng suất, làm sạch bề mặt hoặc xử lý bề mặt nếu cần. Các công đoạn này giúp chi tiết đáp ứng tốt hơn yêu cầu về khả năng chịu nhiệt, khả năng hàn, độ ổn định kích thước và khả năng chống ăn mòn trong môi trường làm việc.
Bước cuối cùng là kiểm tra chất lượng trước khi giao hàng. Chi tiết cần được kiểm tra kích thước, dung sai, bề mặt, mác vật liệu và hồ sơ chứng chỉ nếu có yêu cầu. Với các đơn hàng kỹ thuật cao, có thể bổ sung kiểm tra thành phần vật liệu, kiểm tra không phá hủy hoặc các bước kiểm tra chuyên sâu khác. Mục tiêu là đảm bảo phôi rèn inox 321 hoặc chi tiết sau gia công đáp ứng đúng bản vẽ, đúng yêu cầu kỹ thuật và phù hợp với điều kiện vận hành của khách hàng.
Mục tiêu là đảm bảo phôi rèn inox 321 hoặc chi tiết sau gia công đáp ứng đúng bản vẽ, đúng yêu cầu kỹ thuật và phù hợp với điều kiện vận hành của khách hàng I Unicosteel
Doanh nghiệp đang có bản vẽ chi tiết inox 321 cho môi trường nhiệt cao hoặc chi tiết có hàn? Hãy gửi mác vật liệu, kích thước, số lượng, nhiệt độ làm việc, môi trường sử dụng và yêu cầu dung sai cho UnicoSteel để được rà soát phương án phôi rèn, tư vấn gia công và báo giá theo nhu cầu thực tế.
Khi nào nên chọn gia công phôi rèn inox 321?
Doanh nghiệp nên chọn gia công phôi rèn inox 321 khi chi tiết cần làm việc trong vùng nhiệt trung – cao, có yêu cầu hàn hoặc cần hạn chế rủi ro ăn mòn liên tinh sau khi tiếp xúc với nhiệt.
Phương án này phù hợp trong các trường hợp:
- Chi tiết làm việc trong vùng nhiệt khoảng 425–900°C tùy điều kiện vận hành.
- Chi tiết có hàn, vùng ảnh hưởng nhiệt hoặc cần ổn định sau hàn.
- Chi tiết có dạng bích, vòng rèn, trục, khớp nối, gá đỡ, ống nhiệt hoặc phụ kiện đường ống.
- Cần chống bong vảy, duy trì độ ổn định và hạn chế ăn mòn sau nhiệt.
- Cần tạo phôi gần hình dạng thành phẩm để giảm hao hụt vật liệu.
- Cần sản xuất theo bản vẽ, có yêu cầu dung sai, độ đồng tâm, độ kín hoặc độ nhám.
- Cần vật liệu có chứng chỉ, truy xuất nguồn gốc và kiểm tra chất lượng rõ ràng.
Với các chi tiết có hàn và làm việc lâu trong vùng nhiệt nhạy cảm, inox 321 thường là lựa chọn kỹ thuật đáng cân nhắc hơn inox 304. Tuy nhiên, nếu môi trường nhiệt vượt quá phạm vi phù hợp của 321, doanh nghiệp nên đánh giá 310S, 253MA hoặc mác chịu nhiệt cao hơn.
Ứng dụng thực tế của phôi rèn inox 321 theo từng nhóm ngành
Ứng dụng trong hệ thống nhiệt và thiết bị xử lý nhiệt
Trong hệ thống nhiệt, lò công nghiệp, thiết bị xử lý nhiệt, thermal oxidizer hoặc thiết bị khí nóng, phôi rèn inox 321 có thể được dùng cho gá đỡ, thanh treo, vòng rèn, bích, chốt, khung giữ, phụ kiện lắp ghép và các chi tiết làm việc trong vùng nhiệt trung – cao.
Với nhóm ứng dụng này, doanh nghiệp cần cung cấp rõ nhiệt độ làm việc liên tục, nhiệt độ đỉnh, thời gian giữ nhiệt và chu kỳ vận hành. Nếu chi tiết có hàn hoặc tiếp xúc vùng nhiệt 425–900°C, inox 321 có thể là lựa chọn phù hợp nhờ khả năng ổn định bằng titan.
Ứng dụng trong ống nhiệt, bích hàn và phụ kiện đường ống
Inox 321 thường được dùng cho các chi tiết có hàn như bích hàn, ống nhiệt, phụ kiện đường ống, đầu nối, khớp nối, expansion joint và chi tiết chịu nhiệt trong hệ thống công nghiệp. Inox 321 thường dùng trong dải 1000–1600°F và có khả năng chống ăn mòn liên tinh tại vùng ảnh hưởng nhiệt của mối hàn; tài liệu này cũng nêu AWS ER347/E347 là vật liệu hàn phù hợp cho 321.
Với nhóm phụ kiện đường ống, yếu tố quan trọng không chỉ là mác inox mà còn là áp suất, nhiệt độ, môi trường chất lưu, vị trí hàn, dung sai mặt bích, độ phẳng bề mặt lắp ghép và yêu cầu kiểm tra sau gia công.
Ứng dụng trong hóa dầu, lọc dầu và thiết bị công nghiệp
Trong hóa dầu, lọc dầu, thiết bị xử lý chất thải, thiết bị hóa chất nhiệt cao và hệ thống công nghiệp, inox 321 được dùng cho nhiều chi tiết cần chịu nhiệt và ổn định sau hàn. Sandmeyer Steel liệt kê các ứng dụng của 321/321H gồm chemical processing, expansion joints, petroleum refining, waste treatment, pharmaceutical production và food processing.
Với nhóm ứng dụng này, doanh nghiệp cần lưu ý môi trường ăn mòn thực tế. Inox 321 có khả năng chống ăn mòn tổng quát tương đương 304 trong điều kiện ủ, nhưng không phù hợp với môi trường chloride giàu hoặc sulfuric acid.
Ứng dụng trong cơ khí chế tạo chi tiết chịu nhiệt theo bản vẽ
Trong cơ khí chế tạo, phôi rèn inox 321 có thể dùng cho trục, bích, vòng, block, bạc, chốt, khớp nối, gá đỡ và chi tiết đặc biệt theo bản vẽ. Với các chi tiết này, phôi rèn giúp tạo hình gần thành phẩm, giảm lượng vật liệu phải cắt bỏ và hỗ trợ kiểm soát chất lượng tốt hơn so với một số phương án phôi không phù hợp.
Với chi tiết kích thước lớn hoặc hình dạng phức tạp, doanh nghiệp nên gửi bản vẽ ngay từ đầu để nhà cung cấp tư vấn lượng dư, phương án rèn, trình tự CNC, yêu cầu xử lý sau rèn và kiểm tra chất lượng.
Ứng dụng trong môi trường có chu kỳ gia nhiệt – làm nguội
Chu kỳ gia nhiệt – làm nguội lặp lại có thể gây giãn nở, co ngót, biến dạng, nứt nhiệt hoặc bong vảy bề mặt. Inox 321 có khả năng chống oxy hóa tốt trong điều kiện nhiệt phù hợp, nhưng hiệu quả thực tế phụ thuộc vào nhiệt độ, tần suất chu kỳ, môi trường khí và tải cơ học.
Nếu chi tiết làm việc theo mẻ, thường xuyên đóng/mở, có sốc nhiệt hoặc liên tục thay đổi nhiệt độ, doanh nghiệp cần cung cấp rõ chu kỳ vận hành. Đây là dữ liệu quan trọng để quyết định 321 có phù hợp hay cần chuyển sang mác chịu nhiệt khác.

phôi rèn inox 321 có thể được dùng cho gá đỡ, thanh treo, vòng rèn, bích, chốt, khung giữ, phụ kiện lắp ghép và các chi tiết làm việc trong vùng nhiệt trung – cao I Unicosteel
Khi nào không nên chọn phôi rèn inox 321?
Không nên chọn phôi rèn inox 321 nếu chi tiết có hình dạng đơn giản, kích thước phổ thông và có thể gia công hiệu quả từ inox 321 dạng tấm, thanh hoặc tròn đặc có sẵn. Trong trường hợp này, vật liệu cán sẵn có thể giúp tối ưu chi phí và rút ngắn thời gian cung ứng.
Không nên chọn inox 321 nếu môi trường làm việc có chloride cao, nước biển nóng, dung dịch chloride ấm hoặc sulfuric acid. Inox 321 không hoạt động tốt trong dung dịch chloride, kể cả nồng độ nhỏ, hoặc trong môi trường sulfuric acid.
Không nên chọn inox 321 nếu chi tiết yêu cầu chịu nhiệt rất cao gần vùng 1000–1100°C hoặc cần chống oxy hóa mạnh hơn. Trong trường hợp này, inox 310S hoặc vật liệu chịu nhiệt cao hơn có thể phù hợp hơn. Ngược lại, nếu yêu cầu chỉ là chống ăn mòn sau hàn nhưng không có hot strength hoặc nhiệt độ vận hành cao, 304L có thể là phương án kinh tế hơn.
Sai lầm thường gặp khi đặt gia công phôi rèn inox 321
Chọn inox 321 chỉ vì “chịu nhiệt tốt”
Inox 321 phù hợp với nhiều ứng dụng nhiệt cao, nhưng không phải lựa chọn tối ưu cho mọi môi trường nhiệt. Nếu chi tiết làm việc ở nhiệt rất cao, 310S có thể phù hợp hơn. Nếu chi tiết chỉ cần chống ăn mòn sau hàn ở nhiệt độ thường, 304L có thể đủ dùng hơn.
Nhầm inox 321 với inox 304 hoặc 304L
Inox 321 có titan ổn định nên phù hợp hơn với vùng nhiệt nhạy cảm và yêu cầu ổn định sau hàn. Nếu bản vẽ yêu cầu 321 nhưng đặt nhầm 304 hoặc 304L, chi tiết có thể không đáp ứng đúng yêu cầu vận hành nhiệt cao hoặc yêu cầu chứng chỉ.
Hiểu sai về xử lý nhiệt inox 321
Inox 321 không hóa bền bằng tôi ram như thép carbon hoặc thép hợp kim. Xử lý nhiệt của inox 321 thường liên quan đến ủ dung dịch, xử lý ổn định, giảm ứng suất hoặc tối ưu khả năng chống ăn mòn theo điều kiện cụ thể, không phải để tăng độ cứng theo kiểu thép tôi.
Không tính đến vị trí hàn và vật liệu hàn
Với inox 321, vị trí hàn và vật liệu hàn rất quan trọng. Một số tài liệu kỹ thuật khuyến nghị dùng vật liệu hàn 347 vì titan không truyền tốt qua hồ quang hàn ở nhiệt độ cao. Nếu bỏ qua chi tiết này, mối hàn có thể không đạt yêu cầu ổn định như mong muốn.
Không cung cấp môi trường sử dụng sau nhiệt
Inox 321 đặc biệt hữu ích khi sau quá trình nhiệt, chi tiết còn phải tiếp xúc môi trường ăn mòn. Nếu doanh nghiệp không cung cấp thông tin về hơi nước, hóa chất, chloride, khí nóng, dầu khí hoặc chu kỳ vệ sinh, nhà cung cấp khó tư vấn chính xác.
UnicoSteel hỗ trợ gia công phôi rèn inox 321 như thế nào?
UnicoSteel hỗ trợ doanh nghiệp trong quá trình lựa chọn vật liệu, rà soát bản vẽ, tư vấn quy cách phôi và định hướng phương án gia công phù hợp cho chi tiết inox chịu nhiệt. Với các yêu cầu về phôi rèn inox 321, khách hàng có thể gửi bản vẽ, kích thước, số lượng, nhiệt độ làm việc, môi trường sử dụng, yêu cầu hàn, dung sai và yêu cầu kiểm tra để được tư vấn phương án phù hợp.
Tùy từng đơn hàng, UnicoSteel có thể hỗ trợ tư vấn mác inox chịu nhiệt, dạng phôi đầu vào, phương án cắt phôi, rèn, gia công CNC, xử lý bề mặt và kiểm tra chất lượng. Mục tiêu là giúp doanh nghiệp hạn chế chọn sai vật liệu, giảm hao hụt, chủ động tiến độ và đảm bảo chi tiết đáp ứng yêu cầu vận hành trong môi trường nhiệt cao.
Doanh nghiệp đang cần gia công phôi rèn inox 321 cho chi tiết chịu nhiệt, chi tiết có hàn, bích, trục, vòng rèn, ống nhiệt hoặc phụ kiện công nghiệp theo bản vẽ? Hãy gửi mác vật liệu, bản vẽ, nhiệt độ làm việc, môi trường sử dụng, kích thước và số lượng cho UnicoSteel để được tư vấn phương án phôi rèn và báo giá theo yêu cầu thực tế.
Gia công phôi rèn inox 321 là giải pháp phù hợp cho các chi tiết cơ khí nhiệt cao, đặc biệt khi chi tiết có hàn, làm việc trong vùng nhiệt nhạy cảm hoặc cần hạn chế rủi ro ăn mòn liên tinh sau khi tiếp xúc nhiệt. Với các ứng dụng như bích hàn, ống nhiệt, vòng rèn, trục, khớp nối, gá đỡ, expansion joint, thiết bị hóa dầu và chi tiết công nghiệp theo bản vẽ, inox 321 mang lại lợi thế kỹ thuật rõ ràng so với inox thông dụng trong nhiều điều kiện nhiệt.
Tuy nhiên, doanh nghiệp không nên chọn inox 321 theo cảm tính. Cần đánh giá đồng thời nhiệt độ liên tục, nhiệt độ đỉnh, chu kỳ nhiệt, môi trường sử dụng, yêu cầu hàn, tải cơ học, dung sai, bề mặt và tiêu chuẩn kiểm tra. Nếu môi trường nhiệt quá cao, inox 310S có thể phù hợp hơn; nếu chỉ cần chống ăn mòn sau hàn ở điều kiện không quá nóng, 304L có thể là lựa chọn kinh tế hơn.
Nếu doanh nghiệp đang cần gia công phôi rèn inox 321 theo bản vẽ, hãy gửi thông số kỹ thuật, số lượng, môi trường sử dụng và tiến độ cho UnicoSteel để được rà soát yêu cầu, tư vấn vật liệu phù hợp và báo giá theo quy cách thực tế.
Bình luận